작업지시서 작성 예시
작업지시서는 사무실의 발주 정보를 현장의 손으로 옮기는 문서입니다. 여기서 한 글자가 틀리면 로트 전량이 폐기됩니다. 도면 리비전이 한 단계 밀려 있거나, 공차를 ±0.1로 적어야 할 것을 ±1로 적으면 CNC는 그대로 깎아 냅니다. 그래서 잘 쓴 작업지시서는 문장이 아니라 숫자와 공정 순서로 이루어져 있습니다.
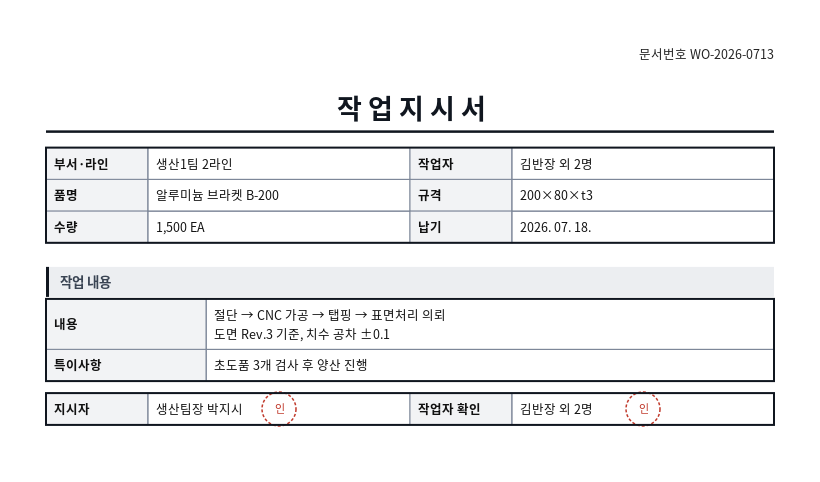
✅ 이렇게 완성됩니다 — 작업지시서 작성 결과
아래는 이 작성기에 실제 값을 넣어 완성한 작업지시서입니다. 서식몰에서는 왼쪽 빈칸을 채우면 오른쪽 A4 문서가 이 모양 그대로 실시간으로 만들어지고, 인쇄·PDF·Word·한글(HWP)로 바로 저장할 수 있습니다.
이 예시에 사용한 입력값
위 문서는 아래 값을 그대로 넣어 만든 것입니다. 항목별로 어떤 내용을 어떤 형식으로 적으면 되는지 참고하세요.
| 입력 항목 | 예시로 넣은 값 |
|---|---|
| 지시번호 | WO-2026-0713 |
| 부서·라인 | 생산1팀 2라인 |
| 작업자 | 김반장 외 2명 |
| 품명 | 알루미늄 브라켓 B-200 |
| 규격 | 200×80×t3 |
| 수량 | 1,500 EA |
| 납기 | 2026. 07. 18. |
| 작업 내용 | 절단 → CNC 가공 → 탭핑 → 표면처리 의뢰 / 도면 Rev.3 기준, 치수 공차 ±0.1 |
| 특이사항 | 초도품 3개 검사 후 양산 진행 |
| 지시자 | 생산팀장 박지시 |
아래 예시는 금속 가공 업체의 생산1팀 2라인이 알루미늄 브라켓 B-200을 1,500EA 생산하는 지시입니다. 지시번호는 WO-2026-0713, 납기는 2026년 7월 24일입니다. 소재를 절단해 CNC로 가공하고 탭을 낸 뒤 표면처리를 외주로 보내는 4공정 흐름이며, 도면은 최근 개정된 Rev.3을 씁니다. 지그를 새로 세팅했기 때문에 초도품 3EA를 품질팀에서 검사한 뒤 양산에 들어갑니다.
항목별 기재 예시
| 항목 | 기재 예시 | 이렇게 적는 이유 |
|---|---|---|
| 지시번호 | WO-2026-0713 | 이후 만들어지는 검사성적서·검수조서·불량 보고서가 모두 이 번호로 연결됩니다. 로트 추적의 출발점입니다. |
| 부서·라인 | 생산1팀 2라인 (CNC 3호기) | 설비 호기까지 적어야 특정 설비에서 반복 불량이 나올 때 원인을 좁힐 수 있습니다. |
| 작업자 | 김반장 외 2명 (주간 1교대) | 교대 근무면 교대 조까지 적습니다. 야간조가 이어받을 때 인수인계 기준이 됩니다. |
| 품명 | 알루미늄 브라켓 B-200 (품번 AL-B200-03) | 품명만으로는 유사 품목과 헷갈립니다. 사내 품번을 병기하세요. |
| 규격 | 200×80×t3 (소재: AL6061-T6, 공차 ±0.1) | 치수·소재·공차는 세트입니다. 공차가 빠지면 작업자가 임의 판단하게 되고 그 순간 불량률이 뜁니다. |
| 수량 | 1,500 EA (여유분 30EA 포함, 정품 1,470EA) | 불량 발생을 감안한 여유분(스크랩 마진)을 미리 넣어 두면 재작업 지시가 줄어듭니다. |
| 납기 | 2026-07-24 | 표면처리 외주 3일이 포함된 날짜입니다. 사내 공정 완료일과 최종 납기를 구분해 적으면 더 좋습니다. |
| 작업 내용 | ① 절단: 판재 2,000×1,000×t3 → 200×80 블랭킹 (프레스 2호) ② CNC 가공: 외형 및 슬롯 2개소, 공차 ±0.1 (도면 Rev.3 기준) ③ 탭핑: M6 × 4개소, 나사 게이지 통과 확인 ④ 표면처리: 아노다이징(은색) — ㈜서진표면 외주, 리드타임 3일 ⑤ 포장: 50EA/박스, 완충재 삽입, 라벨에 LOT 번호 표기 | 공정을 번호 순서로 적습니다. 각 공정에 설비·기준·판정 방법을 붙이면 신입 작업자도 같은 결과를 냅니다. |
| 특이사항 | 지그 신규 세팅 건. 초도품 3EA 품질팀 검사 합격 후 양산 착수. 직전 로트(LOT-260630) 슬롯 폭 과다 불량률 2.4% 발생 → 슬롯 폭 중점 관리. | 과거 불량 이력을 적어 두면 같은 실수가 반복되지 않습니다. 이 칸이 현장 노하우가 쌓이는 자리입니다. |
| 지시자 | 생산팀장 박지시 (인) | 지시 권한자의 날인이 있어야 작업지시서가 효력을 가집니다. 작업자 확인란도 함께 서명받습니다. |
실제 문장 예시
공정 지시 문장 절단 → CNC 가공 → 탭핑 → 표면처리(외주) 순으로 진행한다. CNC 가공은 도면 Rev.3(2026.07.05 개정)을 기준으로 하며, 슬롯 폭 공차는 ±0.1을 준수한다.
초도품 검사 문장 지그 신규 세팅에 따라 초도품 3EA를 우선 가공하여 품질팀 치수 검사를 받고, 합격 판정 후 잔여 수량 양산에 착수한다.
불량 처리 문장 공정 중 불량 발생 시 즉시 작업을 중단하고 반장에게 보고한다. 불량품은 적색 박스에 분리 보관하며, 불량 수량과 현상을 작업일보에 기록한다. 로트 불량률 3% 초과 시 품질팀 입회하에 원인 조사를 실시한다.
LOT 표기 문장 완성품 포장 라벨에 LOT 번호(LOT-260713-01)와 수량, 생산일자를 표기하여 출하 후 추적이 가능하도록 한다.
자주 틀리는 부분
- 도면 리비전을 안 적는 경우 — 현장에 구버전 도면이 붙어 있으면 그대로 가공됩니다. "도면 Rev.3 기준"을 명시하고 해당 도면을 첨부하세요.
- 공차를 안 적는 경우 — 200mm만 적으면 작업자는 ±1도 통과라고 판단할 수 있습니다. 공차는 치수와 항상 붙여 적습니다.
- 공정 순서를 줄글로 적는 경우 — "가공하고 탭 내고 도금 보내세요"는 순서가 뒤바뀔 수 있습니다. 번호를 매겨 공정 흐름을 고정하세요.
- 여유분 없이 정확한 수량만 지시하는 경우 — 불량이 몇 개만 나와도 재작업 지시를 다시 내야 합니다. 예상 불량률을 감안한 여유분을 포함하세요.
- 외주 공정의 리드타임을 빼먹는 경우 — 표면처리 3일을 계산에 넣지 않으면 납기가 무조건 밀립니다. 외주 업체와 리드타임을 작업 내용에 적으세요.
- LOT 번호 부여 규칙이 없는 경우 — 출하 후 클레임이 들어왔을 때 어느 로트인지 특정할 수 없으면 전량 회수해야 합니다. 지시 단계에서 LOT를 부여하세요.
- 직전 불량 이력을 공유하지 않는 경우 — 같은 공정에서 같은 불량이 반복됩니다. 특이사항에 직전 로트 불량률과 현상을 적어 두세요.
자주 묻는 질문
도면 리비전(Rev.)을 왜 작업지시서에 적나요?
현장에는 구버전 도면이 코팅되어 벽에 붙어 있는 경우가 많습니다. 설계가 Rev.2에서 Rev.3으로 바뀌면서 탭 위치가 5mm 이동했는데 작업자가 옛 도면을 보고 가공하면, 그 로트 전량이 불량이 됩니다. 작업지시서에 '도면 Rev.3(2026.07.05 개정) 기준'이라고 적고 해당 도면을 첨부하면 어느 버전으로 만들었는지가 기록으로 남아 원인 추적이 가능합니다.
초도품 검사는 왜 넣나요?
초도품(첫 생산품) 3~5개를 먼저 만들어 치수와 외관을 검사한 뒤 양산에 들어가는 절차입니다. 지그 세팅이나 프로그램 원점이 어긋난 상태로 1,500EA를 다 돌려 버리면 전량 폐기입니다. 초도품 단계에서 잡으면 손실은 몇 개에 그칩니다. 작업지시서 특이사항에 '초도품 3EA 품질팀 검사 합격 후 양산 착수'라고 적어 두면 작업자가 임의로 건너뛸 수 없습니다.
함께 보면 좋은 자료
예시는 이해를 돕기 위한 참고용입니다. 공정·품질 기준은 사내 표준과 도면에 맞게 조정하세요.